Is water killing your fish?
Benefits of Moisture Measurement and Control in Aquafeed Production
The key to optimising aquafeed production processes is to ensure stability and repeatability. Other than the quality of ingredients and process equipment, the largest unknown variable in the material is water.
The moisture content within each ingredient fluctuates over time. These fluctuations create various challenges for the producer. It is very advantageous to continually measure and correct for the changing moisture contents.
Aquafeed producers mix many ingredients, including plant and fish meals, oils, and other proteins. The feed formulations are defined according to the species and age of the animal being fed and other factors such as seasonal availability, and quality of each ingredient.
Frequently shortages of fishmeal or fish oil cause fluctuations in prices, so adjustments are made to the formulation to reduce cost whilst maintaining quality and nutritional value. Ingredients are substituted, and expensive additives may be required to maintain nutritional value.
Raw materials such as meat and bonemeal may have an average moisture of 5%, while soybean has 12.7%.
As formulations are designed to give specific ratios of each material, when the moisture continuously varies at different rates between the materials, this leads to changes in the proportions of the dry materials.
A system producing a recipe specifying 1000kg of dry soybeans may have an input material at 12.7% moisture (wet basis), so this should be controlled as accurately as possible to dose exactly 1,127kg. This would provide the required 1000kg of dry soybean meal specified, along with 127kg of water.
If the soybean meal moisture is reduced to 10%, the same dosed weight (1,127kg) would actually result in 1,024kg of dry material in the measurement and only 102.4kg of water.
If the proportions of the dry materials are not correctly adjusted for the constant change, then this will cause variations in protein and fat, and the nutritional value of the final feed pellet.
This can lead to non-compliant products resulting in growth problems or animal health issues, and affect the pelleted product’s market value.
With the improved technologies now available, at lower costs, which are simpler to use, easier to install and have very low maintenance requirements, measurement and control of the feed processing operations is now a logical next step in plant development.
It is now cost-effective and efficient to implement end-to-end, in-line moisture measurement throughout the entire plant to optimise the entire process. From ingredient reception and storage to mixing, drying and final storage.
Type of moisture measurement
Each type of measurement has its own advantages and disadvantages. The advantages of measuring in-line are considerable when controlling a running process.
The use of multiple sensors enables real-time adjustments to be made to the process with no delay or lag. In-line sensors also allow for both feedforward and feedback process control.
While there are significant advantages in installing a sensor in a single location, there are even greater advantages to achieving end-to-end control. This requires more sensors, meaning that it is even more important that the sensors used are low-cost, and simple to install and maintain.
Selecting a sensor that is repeatable and reliable will enable a producer to truly benefit from the anticipated gains. Introducing a sensor that is fragile or requires complex calibration or that may drift over time simply introduces another unknown variable into the process, the exact opposite of what should be happening.
The objective is to consistently measure moisture and to make meaningful adjustments based on reliable and repeatable input data. This should remove a single, and very important variable, moisture, from unduly influencing the processes and product quality.
When choosing a sensor, it is also important to consider the total cost of ownership, the capital cost and ongoing maintenance costs, including anticipated reliability and the time required from engineers to maintain the system.
Selecting an incorrect sensor for a given situation results in more anomalies in the process, frustration from engineering staff and often leads to the equipment eventually being abandoned.
Hydronix produces a range of microwave sensors that meet all these requirements whilst also being robust enough to withstand the toughest industry conditions and can offer worldwide support, training, and service.
Where to measure moisture?
End-to-end moisture control can now be achieved, efficiently and cost-effectively, by installing sensors throughout the process. In locations such as shown in figure 1.
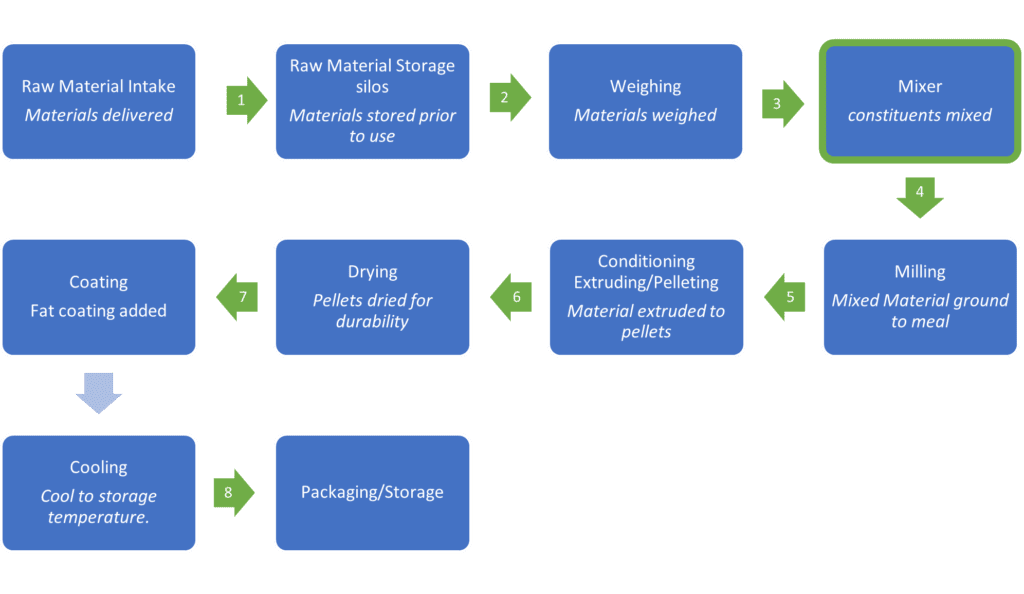
1. Raw Material Intake: materials delivered from the supplier.
Measurement between the raw material intake and storage silos enables quality control of incoming materials. This also allows for material storage to be managed, or material to be rejected, to reduce the risk of spoilage by mycotoxins.
This also allows supplier performance to be automatically monitored, for example, when purchasing by dry weight.
2. Weighing: materials weighed to achieve correct formulation.
Measuring between the storage silos and weigh hoppers ensures raw materials are correctly proportioned, compensating for the varying moisture levels in individual materials.
3. Mixing: water addition into mixer.
Measurement in the mixer allows the correct addition of water and other moisture-dependent additives to ensure material sent to the hammer mill has the correct moisture.
4. Milling: prior and post milling.
Measuring before milling ensures that optimum conditioning has been achieved to maximise milling performance, as the moisture content affects the final size and shape of the milled material.
As milling is an energy intensive process which affects the moisture in the material, measuring after the mill also allows the moisture loss that occurs to be monitored.
Measuring both before and after allows for complete monitoring of the real-time efficiency of the process.
5. Conditioning: correcting the moisture of raw materials.
Incorrect conditioning will cause issues with the pelletising process with variations in moisture affecting equipment wear and tear and energy consumption of the machines.
High moisture can result in soft or poorly formed pellets making them more likely to block the pellet machine or create sticky pellets, often with drastic consequences, such as damage to the die.
Low moisture gives reduced binding properties and pellet breakage.
6. Drying: pellets dried for durability.
Measuring at the input to the dryer enables feed-forward calculation of dryer parameters to ensure optimised performance and minimal energy consumption.
Pellets must be under 12% internal moisture for maximum pellet durability and storage life.
7. Coating: fat coating added.
Measuring before fat coating, at the output of the dryer, enables PID feedback control using the error from the target moisture value to adjust the process appropriately.
8. Cooling: cool to storage temperature.
During cooling some moisture is lost, so the pellets finish at ~10%, but this is often not monitored. Measuring at the output of the cooler allows control of cooling parameters and also enables a final quality control check prior to packaging or storage.
Moisture control in action
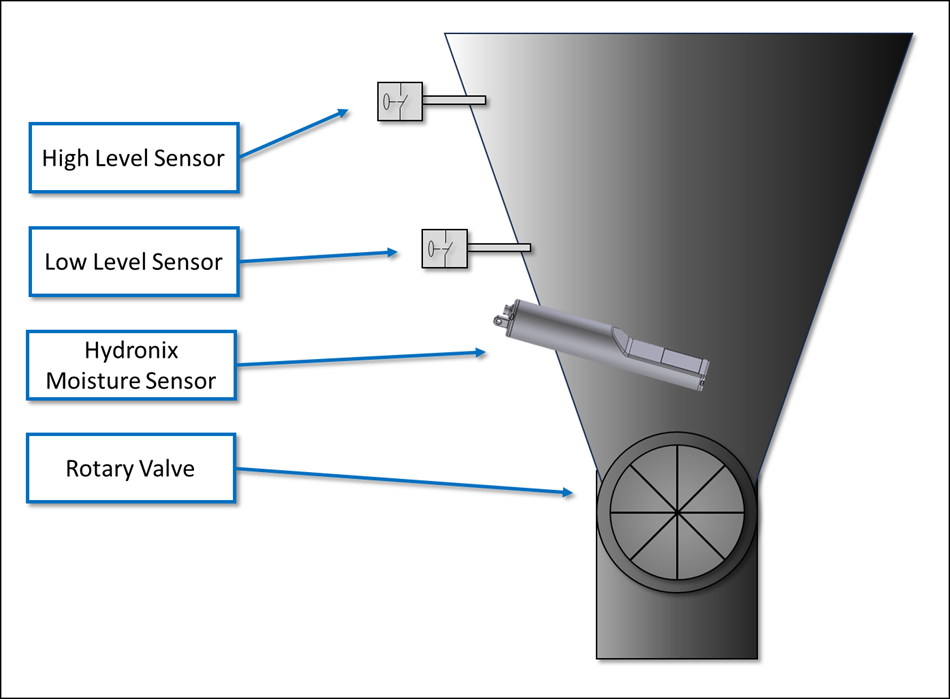
Figure 2 shows an example of a moisture control installation on a holding hopper before a fat coater. This holds material at around 60°C and is fed from the dryer. This allows a buffer of material to build up to ensure the coater has a constant feed of material whilst in operation.
In this installation, a Hydronix sensor is used to measure the moisture of the dosed material. The sensor has built-in averaging (and filtering) functions making this straight-forward to achieve without needing complex changes to the control system.
The average function may be triggered in various ways, in this case, starting when the high-level switch is covered during filling and stopping when the low-level switch is uncovered.
Additionally, a successful application using a Hydronix sensor after the dryer, in aquafeed, or other applications, is to monitor the dryer output moisture level. This may then be used to control the dryer temperature. This is proven to improve the consistency and repeatability of the final product moisture, and hence improve the final product quality.
Problems associated with numerous formulations and sensor calibration
The major issue associated with multiple formulations, as required by Aquafeed manufacturers, is to ensure correct calibration of sensors for each formulation, or family of formulations.
It is impossible to manage these calibrations if using a sensor that varies its output due to material or ambient temperature variations, wear and tear, or other installation issues, such as an optical sensor becoming contaminated by dust or being affected by vibration.
As the number of sensors used across the process increases, it becomes even more important that each one works accurately and that all sensors used have a repeatable and reliable output and have identical measurement characteristics.
A significant advantage of the Hydronix sensors is that each sensor will output an identical default factory-calibrated value. This may be used as a direct linear input into a standard PLC feedback control loop and does not require any material calibration. The requirement for an absolute moisture value, requiring calibration, is redundant.
Advanced independent system integrators are now able to use sophisticated AI-based algorithms linked to Hydronix sensors to continuously monitor and fine-tune the calibrations in real time. Using stable sensors that all have identical measurement characteristics allows users to reliably record and re-use calibrations.
One further indirect advantage of this is that any sensor may be removed and replaced without any need for re-calibration.
The Hydronix sensor’s default linear measurement can output a value between 0 and 100 units in increments of 0.1. This output is known as the Unscaled Value and is identical between sensors.
A user can simply set a target Unscaled Value for each formulation. If production switches between formulations, it is simple to change to the appropriate Unscaled Value target.
Using sensors with identical output characteristics makes it possible for precise control loop control, enabling more and more users to adopt AI generated control loops for the best possible performance.
Conclusion
With the Hydronix measurement, there is confidence that the measurements are precise, accurate, and repeatable, allowing their use to improve the AI model and constantly improve efficiencies.
This allows the feed producers to achieve consistency in their process, whilst working with many formulations, reducing variations in the individual process stages, and allowing them to target a higher final product moisture, whilst concurrently improving quality.
Quality testing by one of Hydronix’s automation partners demonstrated a 40% reduction in Standard Deviation, achieving +/-0.4% moisture. This allowed their customer to increase their final moisture target to 10.6% to ensure the product is always below 11%.
Overall, Hydronix moisture sensors offer accurate, precise, and repeatable moisture measurement, giving an improved and consistent product, a reduction in spoiled and wasted material, better plant efficiencies and reduced process downtime.
The team here at Hydronix would welcome any further questions at enquiries@hydronix.com.

