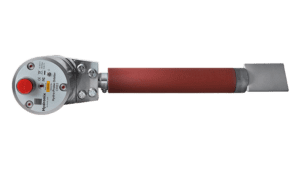
Aggregate Moisture Probe
Moisture sensors can measure moisture levels in materials being discharged from bins, on conveyor belts or within vibratory feeders.
These measurements are then used by the plant control system in real-time to accurately proportion materials during weighing and/or control water addition during processing.
Typical Applications
Typical Materials
- Aggregates
- Sand
- Stones
- Other aggregates
Process Control
Related Products


Product Overview
CONTROLLING MOISTURE IN CONCRETE BATCHING
This video provides an overview of the Hydronix product range specifically designed for the concrete & construction industry.
Key Benefits
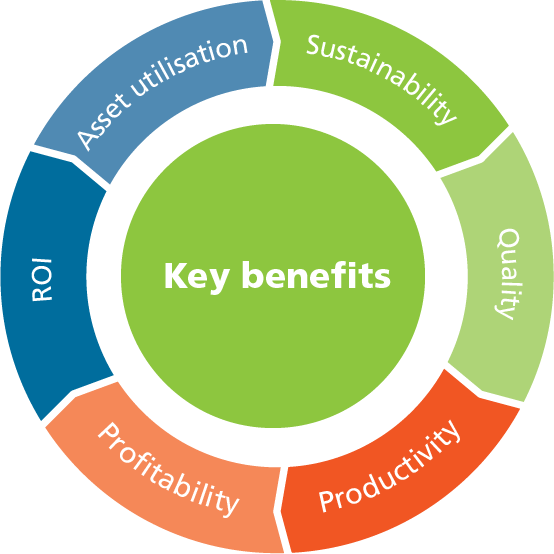
Asset Utilisation
- Increase overall equipment effectiveness
- Reduce unplanned downtime
Sustainability
- Lower carbon footprint
- Save energy
Quality
- Less waste
- Consistent final products
Productivity
- Increase production yield through efficient use of material
- Online instant monitoring eliminates manual testing
Profitability
- Reduce waste and energy
- Automate processes
Return On Investment
- Average ROI in 3 months
- No need for expensive ongoing maintenance contracts
Related Videos
Hydro-Probe Microwave Moisture Sensor on a Sand Conveyor.
Hydro-Mix Moisture Sensor installed in a Hydro-Skid on a Sand Conveyor.
A Hydro-Probe sensor measuring moisture in aggregates underneath an aggregate bin.
Customer testimonial: Curran Contracting